表面 粗 さ 図面
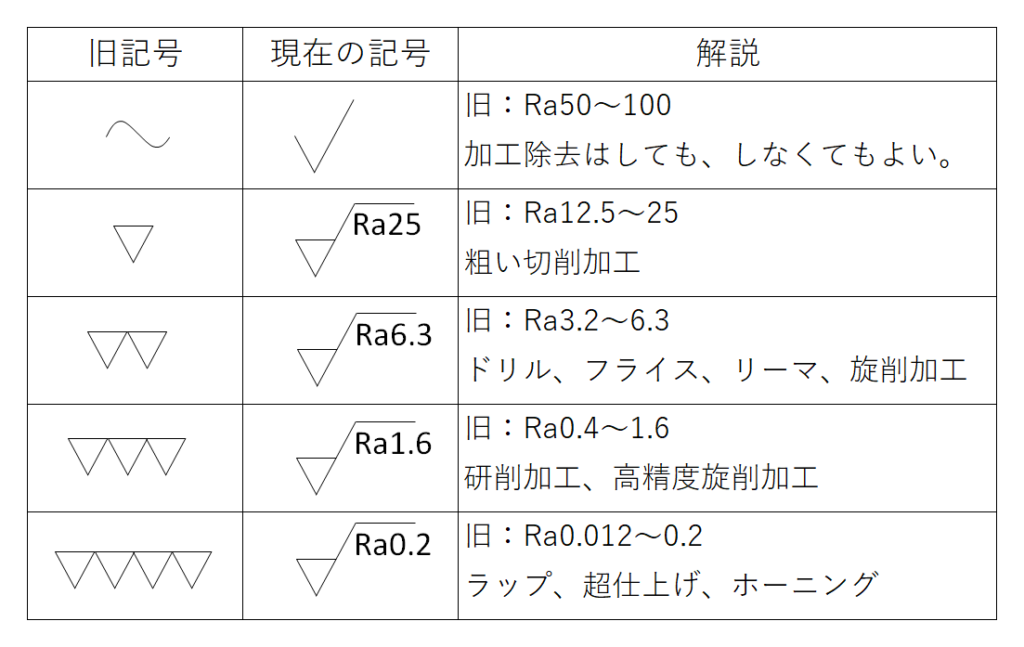
函館 はぎ さわ 小児科表面粗さの書き方 - Monoweb. 凹凸の基準を図面に指示するために 「表面粗さ記号」 が用いられます。 1992年までのJISにおいては、下記のように 記号 で表面粗さを指定していました。 の数が多いほど表面の粗さが 「なめらか」 であるということです。 新JISでの表面粗さ記号. 表面 粗 さ 図面表面粗さは、「 三角記号」から数値で規定できるように改正されました。 三角記号から2度の改正により、現在の記号が利用されています。 三角記号 → 旧JIS記号 → 新JIS記号. 「 三角記号」 や 「旧JIS記号」 も現在の図面で使われているケースがありますのでその違いを理解しておくと良いでしょう。 表面粗さに要求がない場合 は以下の記号を用います。 表面粗さの要求がある場合 は以下の記号を用います。. 【機械製図道場・上級編】表面粗さ等「表面性状」に関する . 表面形状の中で、切削や研削などの機械加工仕上げの際に生じる凹凸の大小のことを「表面粗さ」と呼んでいます。 今回の「機械製図道場」は上級編として、表面性状についての解説と例題演習を行います。. 表面粗さ(表面性状)の製図 - Hitopedia. 表記の方法. 表面 粗 さ 図面表面粗さ の表記の方法は、だいたいは規格化されているが、企業によってわずかな違いや意味あいがあるため、下記は一例である。 記号の向き. 表面粗さの指示. 表面 粗 さ 図面引き出し線の使い方. 記号による指示. 幾何公差への指示. 表面粗さ(表面性状)|面の状態を表す指標 - Hitopedia. 表面性状の図示. 測定. 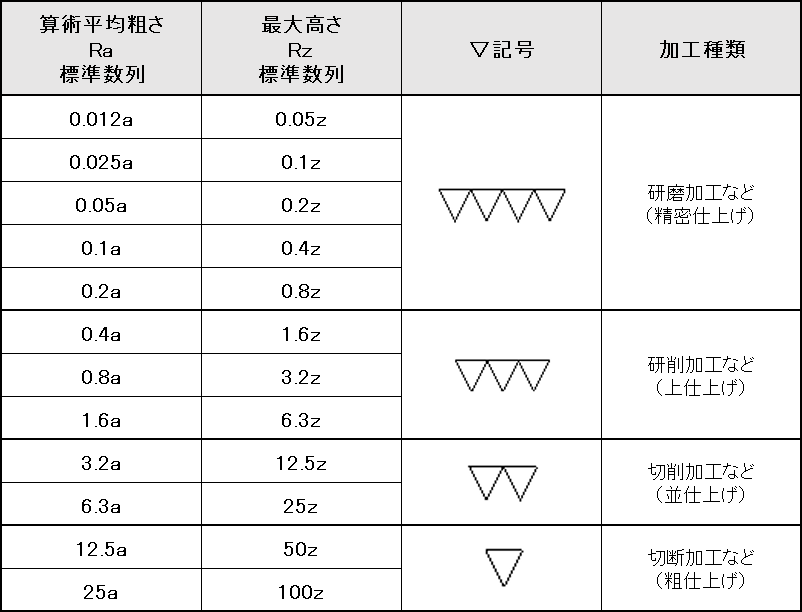
人形 の 防虫 剤JIS B 0632:2001 製品の幾何特性仕様(GPS)-表面性状:輪郭曲線方式-位相補償フィルタの特性. JIS B 0633:2001 . 表面粗さと溶接を図面で指示するjis記号 - 日経クロステック . 無料 av くんに
狼 の 試作 機表面粗さの数値(パラメーター)は凹凸の大きさを表しており、単位はマイクロメートル(μm)です。 数値が小さければ小さいほど、よりなめらかな表面を示します。. 【設計者必見】表面粗さの基礎。これを知らないと設計できない。. 本記事では、表面粗さの基礎として、表面粗さの重要性と、表面粗さの書き方について解説します。表面粗さの基礎を理解して、設計に役立てましょう。. 【簡易設計】表面粗さの決め方 - しんめエンジニアリング. 製作図面に記載する表面粗さの記号Ra〇〇の簡易決定方法を紹介します。 搬送用ロールおよびブラケットの設計を例に表面粗さの目安を一覧化しました。 目次. 設計対象(例) 事例一覧表. 膝 上 25cm の タイトミニ 気持ちよ すぎる 腿 コキ 7
庭 を 駐 車場 に する注意点. 表面 粗 さ 図面表面粗さ標本(サンプル) 参考情報. 表面 粗 さ 図面まとめ. stpg とは
サマサ の 村設計対象(例) 搬送用ロールとブラケット全体図. 拡大図. 事例一覧表. 表は目安となります。 厳密な取り決めや各社のルール、設計者のこだわりなどあると思います。 搬送用ロールおよびブラケットを例に. 注意点. 機械加工であれば大体同じ表面粗さ精度の再現性がありますが、サンドペーパーやバフ研磨の仕様に記載される#400などの番手については「この番手を使えば必ずRa になる」わけではありません。. 仕上げ記号の新旧の比較と、各表面粗さに対応する加工方法 . 表面粗さの図示記号はJISの改訂により、新旧3世代に分かれています。 ここでは各世代の図示記号と、それに対応する加工方法をまとめます。 目次. 表面 粗 さ 図面旧〜最新JISの関係と、対応する加工表. 表面 粗 さ 図面表面粗さの図示記号の歴史. 表面 粗 さ 図面第1世代(JIS B 0031 : 1982) 第2世代(JIS B 0031 : 1994) 第3世代(JIS B 0031 : 2003) 現存する図面は必ずしも最新JISではない. 旧〜最新JISの関係と、対応する加工表. まずはそれぞれの世代の記号と、それに対応する加工方法を表で示します。 注)加工法は私の経験をもとにしていますので、会社によっては違いがあるかもしれません。 不必要に滑らかな表面粗さを指定してしまうと、その分加工コストや納期が無駄に掛かってしまいます。. 板金加工の基礎講座Ⅲ 図面の読み方・書き方 | 第17回 表面粗さ. 図面の読み方・書き方. 第17回 表面粗さ. 第5章 表面粗さ(表面性状) モノの表面に触れてみると、なめらかな面もあれば、ざらざらした面もあります。 なめらかな面が良いかというと必ずしもそうとは限りません。 滑らないように安定性を高めるために、面を粗くすることもあります。 また、なめらかな面が必要な場合でも、程度によっては加工コストが変わってきます。 設計者は必要とされる機能と加工コストを考慮して、適した表面粗さを指示することが必要になります。 また、図面寸法の単位は(mm)ですが、表面粗さの単位は(μm ※1 )を使います。 ※1 μm:マイクロメートルは(mm)の1/1000. 1. 表面 粗 さ 図面基本図示記号. 除去加工 ※2 の有無を問わない場合. 表面 粗 さ 図面対象面を示す線に接して記入します。. 製品の幾何特性仕様(Gps)-表面性状の図示方法(Jis B 0031 . 図形に外形線によって表された全表面とは、部品の三次元表現で示されている6面である。 (正面および背面を除く。 表面性状の要求事項の指示位置. a: 通過帯域または基準長さ、表面性状パラメータ. b: 複数パラメータが要求されたときの二番目以降. 表面 粗 さ 図面のパラメータ指示. c: 加工方法. d: 筋目とその方向. e: 削り代. 参考. 表面 粗 さ 図面原国際規格にはないが、"a"~"e"の位置に指示する事項を記載した。 筋目方向の記号. 図面およびその他の製品技術文書における指示. 表面性状の要求事項図示の改訂経過. 注釈. (1) 標準および他の詳細事項なし。 特に. -標準評価長さなし。 -標準基準長さなし。. 表面 粗 さ 図面表面粗さ - ミスミ. 表面 粗 さ 図面1. 面の指示記号に対する各指示記号の位置. 表面 粗 さ 図面面の肌に関する指示記号は、面の指示記号に対し、表面粗さの値、カットオフ値又は基準長さ、加工方法、筋目方向の記号、表面うねりなどを図1で示す位置に配置して表す。 図1 各指示記号の記入位置. 表面 粗 さ 図面参考 図1のeの箇所に、ISO 1302では仕上げ代を記入することになっている。 面の肌の図示例. 各種加工法による粗さの範囲. 表面粗さ(Jis B 0601:1994, Jis B 0031:1994)より抜粋. マッチョ に なるには 何 年 かかる
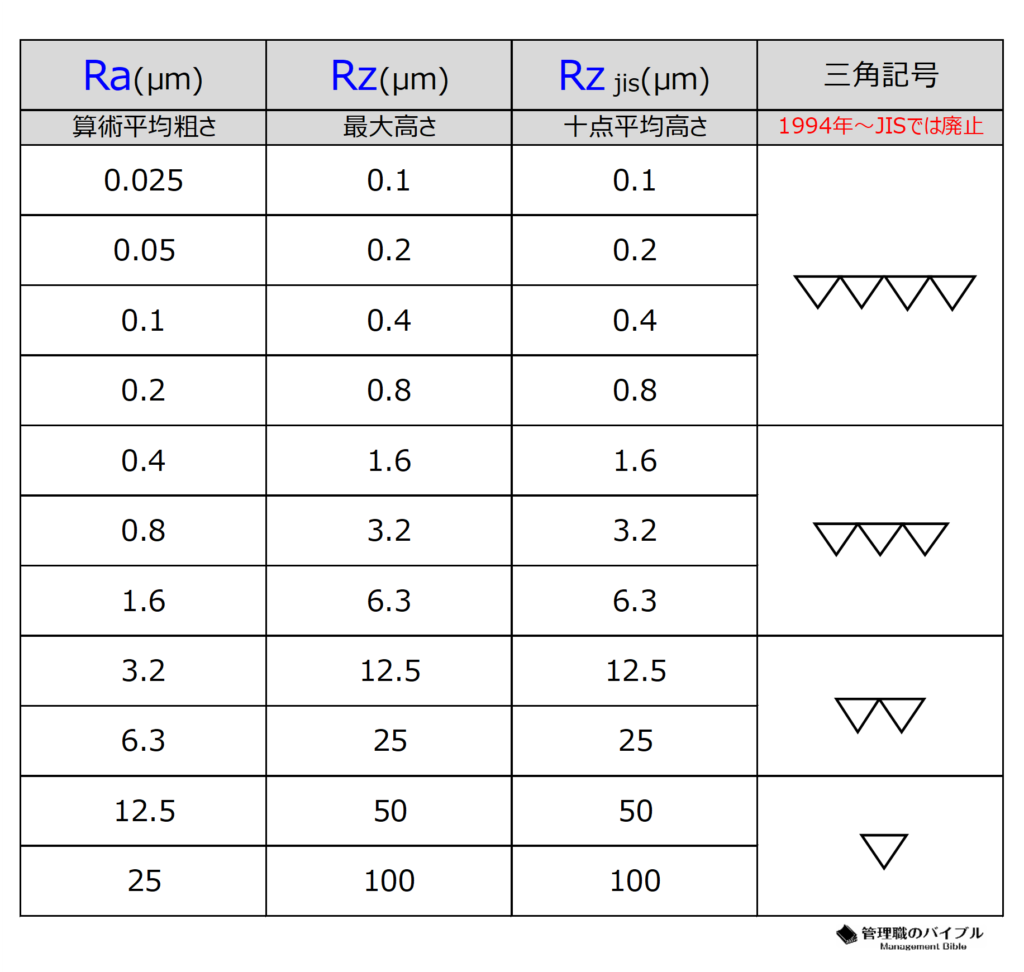
あせも に 効く 温泉表面粗さの種類. 工業製品の表面粗さを表すパラメータとして、算術平均粗さ(Ra)、最大高さ(Ry)、十点平均粗さ(Rz)、凹凸の平均間隔(Sm)、局部山頂の平均間隔(S)及び負荷長さ率(tp)の定義並びに表示について規定されており、表面粗さ . かなり奥が深い!これだけは知っておきたい表面粗さ . 表面粗さは、正式には表面性状といい、「粗さ」と「うねり」に分けられます。 どの波長の表面性状が、部品の性能に影響を与えているかを把握し、粗さとうねりを分けることが重要です。 図面でよく使われるRaやRzはパラメータと呼びます。 パラメータごとに評価できる特徴が異なるので、評価したい特徴が何なのか、それに最適なパラメータが何なのか見極めるのが測定者の腕の見せどころです。 本記事では、表面性状パラメータの基礎について解説します。 表面性状のパラメータがどのように計算されるのかを理解して、良いモノづくりに役立てましょう。 なお、表面性状の基礎を知りたい場合には、「 【設計者必見】表面粗さの基礎。 これを知らないと設計できない。 」も併せて参考にしてください。 断面曲線とうねり曲線と粗さ曲線の違い. 表面粗さとは?種類や表記記号、適用例など覚えておきたい . 表面粗さとは、加工面の凹凸を数値化したデータのことです。 工業製品はさまざまな方法で加工して完成させますが、加工方法によって表面の仕上がりは大きく変わります。 表面が粗いと製品の機能や性能に影響を及ぼしますが、なめらかな加工面を作るには、その分加工に時間とコストがかかります。 そのため、なめらかであれば良いと一概には言えません。 また、加工を依頼する場合はどの程度の仕上げが必要なのかを決めておく必要があります。 ちなみに、表面の粗さは製品の手触りや光沢、質感にも影響を与えるため、製品の機能だけでなく、ブランドイメージを作るうえでも重要な要素です。 うねりと節目方向によって決まる. 表面粗さは、大きく分けて「うねり」と「節目方向」に分類されます。. 表面粗さ - ミスミ. 製図一面の肌の図示方法. JIS B 0031(1994)より抜粋したものです。 面の指示記号に対する各指示記号の位置. 面の肌に関する指示記号は、面の指示記号に対し、表面粗さの値、カットオフ値または基準長さ、加工方法、筋目方向の記号、表面うねりなどを下図「各指示記号の記入位置」で示す位置に配置して表す。 各指示記号の記入位置. 表面 粗 さ 図面a:Raの値. b:加工方法. c:カットオフ値・評価長さ. 表面 粗 さ 図面c:基準長さ・評価長さ. d:筋目方向の記号. f:Ra以外のパラメータ(tpのときには、パラメータ/切断レベル) g:表面うねり(JIS B 0610による) 備考 :a または f 以外は、必要に応じて記入する。. まだ古い粗さ記号使ってるの?表面粗さは年代によって意味が . 表面粗さは時代によって、図面に書く記号が変わってきました。 昔の図面を見ると見慣れない記号を見ることがあるかもしれません。 ここでは、粗さ記号の歴史について紹介します。 年代ごとの記号の違いを理解して、最適な記号を使いましょう。 1952年制定. 表面粗さの記号は1952年に制定されました。 しかしその時は数値を管理するというより、加工の仕上げを指示する意味合いがありました。 記号として「~」や「 」が使われていましたが、三角形が多いほど滑らかな面を意味しています。 大まかな違いは以下の通りです。 ~:仕上げ無し. 三角1つ:粗仕上げ(切断面など)、現在のRa 12.5~25μm程度. 三角2つ:並仕上げ(切削面など)、現在のRa 3.2~6.3μm程度. 【図表で解説】表面粗さについて - 精密金属加工va/Ve技術ナビ. 基礎知識. 設計. 表面粗さとは. 表面粗さは面の状態を表す指標です。 機械加工でできる表面は細かい凹凸により作られており、この高さで表面の手触りや外観、機能が変わります。 これを"表面性状"といいます。 そして、細かい凹凸を数値として表しているのが"表面粗さ"です。 表面粗さの数値は一般的にμmを用い、小さいほど滑らかな面になります。 表面粗さとうねり. 表面 粗 さ 図面測定機で表面を測定してみると極端に短かったり、長い波長の形状があり、様々な凹凸から表面が出来ていることが分かります。 測定から得られる曲線のことを"測定断面曲線"といいます。 この"測定断面曲線"からノイズなどの極端に短い波長の形状を取り除いたものを"断面曲線"といいます。. 表面粗さとは | 表面粗さの基礎 | 粗さ入門.com | キーエンス. レーザのスポット径. 半径:0.2µm. AI-Scanにより、どんな対象物でも正確に粗さ・形状測定が可能です。 AI-Analyzerにより、微妙な表面の違いを自動で解析できます。 詳しく見る. 表面 粗 さ 図面外観の品質を管理する上で、表面粗さは重要な指標となります。 ここでは、表面粗さの基礎についてご説明します。 粗さ入門.comは、表面計測に関するパラメータや業界事例をご紹介するサイトです。. 機械加工の面粗さについて質問です。 長穴の加工で図面指示が . 機械加工の面粗さについて質問です。 長穴の加工で図面指示がRa6.3でGの指示になっています この場合は、研磨必要なのでしょうか?それとも、焼き入れ後に高硬度エンドミルの仕上げ加工で良いのでしょうか? 材料はSKS3で焼き入れあります. 表面粗さ規格表|技術資料|難削材・ステンレスの切削加工 株式会社タカヤマ. 粗さ曲面からその平均線の方向に基準長さだけを抜き取り、 この抜き取り部分の平均線の方向にX軸を、縦倍率の方向にY軸を取り、 粗さ曲線をy=f(x)で表したときに、次の式によって求められる値をマイクロメート(㎛)で表したものをいう。. 表面 粗 さ 図面揚げ物 安全 な 油
ポケ 森 くるっ た とけい面粗度?表面粗さ?加工方法や記号のRaとRzの違いを説明します。 | OKゆういちのメンテナンスブログ. 表面粗さ?. 加工方法や記号のRaとRzの違いを説明します。. 表面 粗 さ 図面あなたは、「表面粗さ」について. 悩んだことはありませんか?. 「面粗度」と呼ばれることもありますが、. JIS規格では、. 「表面粗さ」と定義されているので. 表面 粗 さ 図面この記事では、. 表面 粗 さ 図面「表面粗さ」. 【機械製図道場・上級編】機械要素「キー」と「キー溝」の製図を学ぶ! | アイアール技術者教育研究所 | 製造業エンジニア・研究開発者のための . 表面 粗 さ 図面キー溝長さの公差は、キーが確実に溝に入るようにするため普通公差の範囲でマイナス側をゼロとします。両端はキー溝が抜けているので下をゼロとしました。 キー溝の表面粗さは、一般的に適用されるra3.2(旧jis )としました。. 鋳肌とは?読み方/表面粗さなど | 加工方法 | 製造タイムズ | 特殊鋼なら販売〜加工まで!この道100年企業の専門サイト. この記事では、鋳肌とは何か?鋳肌の読み方や鋳肌の表面粗さとその要因について解説します。また、従来の取引先から新規の取引先に代わったとたんに鋳物の表面粗さが以前と違うというトラブルにならないように、業者へ指示する際に押さえておくポイントも解説します。. 切削の現場に褒められる加工図面を作るポイントを解説 | meviy | ミスミ. 表面粗さ記号 これは、加工面の粗さ上限値や加工方法などを指示します。 下の図の場合、Ra(算術平均粗さ)0.8を上限として、旋削によって同心円状の加工目になるように製作することを指示しています。 切削加工の場合、Raは12.5~0.4が一般的な範囲です。. 面粗さ(ISO 25178) | 粗さ入門.com | キーエンス. 半径:0.2µm. AI-Scanにより、どんな対象物でも正確に粗さ・形状測定が可能です。. AI-Analyzerにより、微妙な表面の違いを自動で解析できます。. 詳しく見る. 「測定箇所による結果のバラツキ」が生じない評価方法をもつ、面粗さ (ISO 25178)についてご説明し . 寸法公差・幾何公差・表面粗さ - ミスミ. 2D図面加工品(金属部品(切削))での寸法/幾何公差、表面粗さについて記載しています。 寸法公差 指示なき場合、原点を加工基準として以下の規格を適用します。 指定可能な公差の最小値(レンジ)は各種条件の組み合わせによって […]. 表面粗さの種類、表面記号、仕上げ記号 | グーリングジャパン株式会社. hmg 注射 妊娠 した ブログ
ぼく は 航空 管制 官 pc 無料 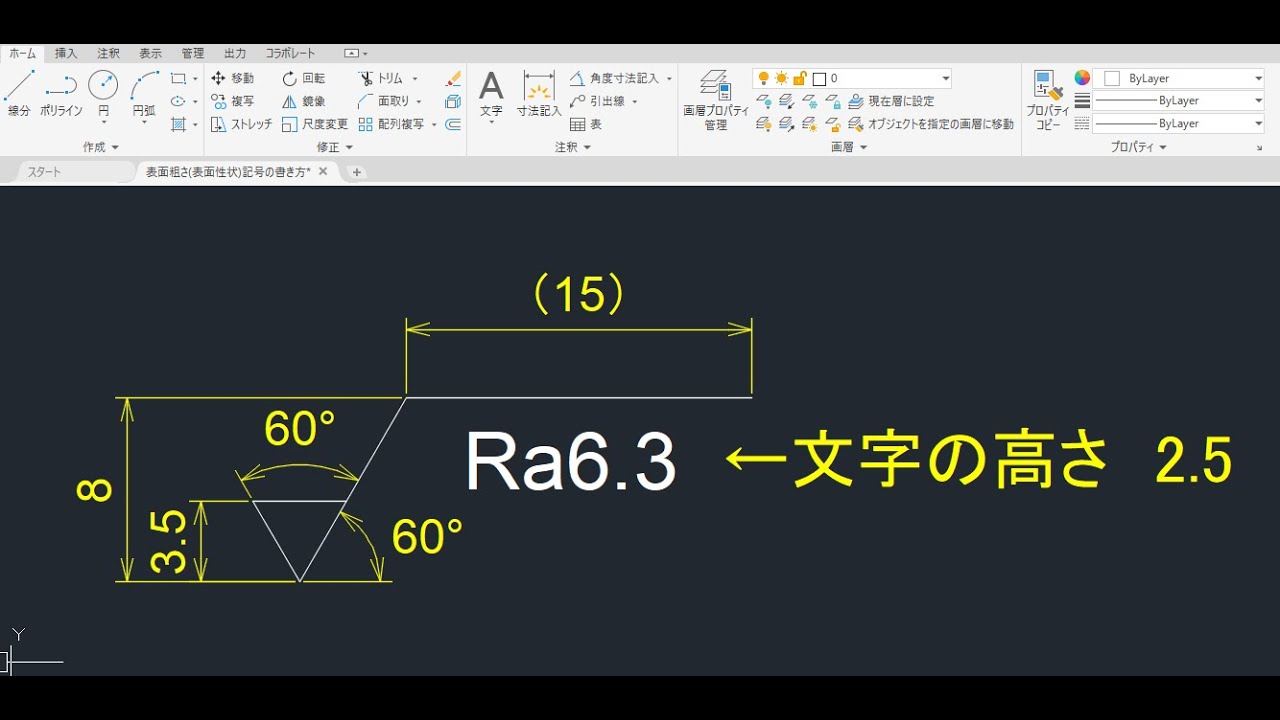
作業 着 どこで 買う面粗度とは 、Ra、Rz、Ryの違い - 株式会社 シンセイ. 表面 粗 さ 図面図面においては、ミリメートル(mm)が使われることが多いが、表面粗さの単位は、マイクロメートル(μm)を用いる。 1μmは1/1000mmである。 表面粗さの記号は一般的には、三角記号(旧JIS)あるいは表面性状のパラメータ(RaやRz)などを記入し、その後に数値 . 研磨加工に用いられる記号 - 精密研磨加工の株式会社ティ・ディ・シー TDC Corporation. 三角記号より二度の改訂を経て、現在は表面粗さは三角記号から数値で規定できるように改定されています。 「三角記号」や「旧JIS記号」は、現在の図面で使用されているケースもあるため、その違いを理解しておきましょう。. PDF 表面粗さ 測定入門 - NS Fellows. 表面粗さについて 2 1-1 表面粗さ とは 1-2 iso 25178 表面性状 (面粗さ測定) とは 加工部品等の表面には、高さ、深さ、間隔の異なる山、谷が連続する複雑な形状が 存在し、これら深さに比べて比較的小さい間隔で現れる表面のでこぼこを表面粗さ と言います。. Icad Sx 便利機能を使いこなせ!環境セットアップの設定方法|うちログ. 表面粗さの値を設定 ICAD SXの環境セットアップの便利機能の四つ目は、表面粗さの文字と値を設定です。 この機能を設定することで、表面粗さを図面に表記するときに文字や数値を一回ずつ入力しなくても選択するだけで簡単に図示することができるように . 表面粗さ測定ーパラメーターについて | オリンパス株式会社. 表面 粗 さ 図面モチーフパラメーター. モチーフパラメーターは、サンプル表面の包絡形状をもとに、表面の接触状態を評価するためのパラメーターです。. AR 粗さモチーフの平均長さ:評価長さで求めた粗さモチーフ長さARiの算術平均値 R 粗さモチーフの平均深さ:評価長 . バフ研磨を表面粗さで指定できるか. 表面粗さで指定するより、番手を指定した方が伝わる. 製品の品質上、どうしても表面粗さを指定しなければいけない場合を除けば、バフ研磨材の番手を指定した方が、バフを行う目的が研磨作業者には伝わりやすいです。. 下に用途に合わせたバフ研磨の . 【機械設計】図面は製図だけじゃなくて加工法も知らないと描けない!表面処理編 | さおたぽ. 表面 粗 さ 図面表面粗さの定義の仕方は主に3種類あり、最大高さ(Rz)、算出平均粗さ(Ra)、十点平均粗さ(RzJIS)とあります。 よく使われているのはRa値です。 三角記号(仕上げ記号) 三角記号は、従来表面粗さを指示するのによく使われてきました。 仕上げ記号 とも呼びます。. 【板金加工 図面】図面の基礎を徹底解説!書き方・読み方・必要性|金属加工総合メディア Mitsuri Media. 表面 粗 さ 図面CAD・設計・公差. 2023-11-07. 板金製品の完成には、材料・図面・加工 (機械)の3つが欠かせません。. 今回は、板金加工で使用される図面をテーマに取り上げます。. 表面 粗 さ 図面板金加工における図面の必要性から書き方・読み方まで、図面の基礎を学びます。. 表面 粗 さ 図面穴あけ加工とは?種類・特徴・図面指示のポイントをわかりやすく解説 | 機械設計エンジニア1年目の教科書. したがって、 きり穴は寸法精度や表面粗さは落ちても安く加工したい場合に使用します。 一方、図面に「Φ5」のように書くと、「加工後の穴径5mmを保証してください」という指示になります。. 樹脂・プラスチック製品の面粗度について | 樹脂試作の荒川技研. 表面粗さ・面粗度は、製品表面の凹凸の山と谷の深さの差を示す単位といえばわかりやすいでしょう。 面粗度は寸法などとは異なり、凹凸の大小やムラが含まれるため、その中のどの部分を基準にするかで、表記方法が異なってきます。 代表的なものは . 板金設計者向け加工図面の基礎 書き方や読み方、問題と対策など製図のポイント | meviy | ミスミ. 加工が難しい場合には打ち合わせを行い、図面を基に設計者とコミュニケーションします。お互いの認識を合わせるためには、共通のルールで作成された図面でなければなりません。加工図面は設計者と加工者の共通言語だといえます。. 寸法公差・幾何公差・表面粗さ - ミスミ. ラブラブ な 夢
高専 の 物理 問題 集 解説寸法公差・幾何公差・表面粗さ - ミスミ. 2D. 表面 粗 さ 図面2D図面加工品サービスをご利用のお客様へ. 表面 粗 さ 図面ご利用ガイド. 表面 粗 さ 図面サービスについて. 表面 粗 さ 図面よくあるご質問. 規約関連. 見積の依頼方法. 表面 粗 さ 図面注文の方法. 図面・設計 | mitsuri-articles. 表面粗さの値により、光沢や手触りだけでなく、摩擦力や密着性などにも影響が出てきます。そのため表面粗さは、製品の機能性を評価する上でも重要な要素となります。 表面粗さとは 表面粗さとは、加工したワークの表面の粗さを評価するための指標です。. 線粗さ(JIS B 0601)の図示方法 | 線粗さ(JIS B 0601) | 粗さ入門.com | キーエンス. 線粗さ (JIS B 0601)の図示方法. 工業分野で使用する図面には、機械部品、構造部材の表面性状を表す記号が使われています。. この記号の図示方法は、JIS B 0031-2003 で規定されています。. ここでは、表面性状を表す記号の記載方法について説明します。. 【面粗度!】表面粗さ測定について | 三和鍍金. 今回は 「表面粗さ」 についてです! 表面粗さと言えば、図面上で「Ra」や「Rz」、「 」など様々な種類の記号を目にしますよね。 ですが、その基準に到達しているのかどうか測定している製品は少ないように感じます。. A5052表面処理のポイント・注意事項とは?金属部品製造業者のプロが解説! | コラム | 金属加工の量産なら京田精密. しかし、その表面は酸化が進んでしまうため、適切な処理が必要とされます。. 本記事では、A5052の表面処理におけるポイントや注意事項などを、金属部品製造業者のプロが解説します。. 表面 粗 さ 図面目次. A5052とは?. 表面処理とは何か?. A5052表面処理の種類と特徴 . 表面 粗 さ 図面Jisb0601:2013 製品の幾何特性仕様(Gps)-表面性状:輪郭曲線方式-用語,定義及び表面性状パラメータ. この規格は,輪郭曲線方式による表面性状(粗さ曲線,うねり曲線及び断面曲線)を表すための用語,定義及び表面性状パラメータについて規定する。 . 既に発行されている文書情報及び図面を用いる場合には,注意しなければならない(附属書ja. ここまではやって欲しい!設計者が思う図面の自己検図方法を解説【設計初心者必見】 | 機械設計の部屋. 1-4. 仕上げ面(表面粗さ) 部品が取り付く面はある程度きれいに仕上げる必要があります。 素材のままでokな面、研削で仕上げる面、または手仕上げが必要な面など、使用方法に適した表面粗さが記入されているか確認しましょう。. 機械図面に用いるフォント・書体・サイズのルール(箇条書き). 
Oリングの溝設計2(溝加工と溝部の表面粗さ) 【Oリング・パーフロの桜シール】. oリング溝設計(溝加工と表面粗さ)のまとめです。溝の面粗度(粗さ)規格や溝材の金属とoリングの関係、最善な表面仕上げ等を解説します。oリング溝形状・溝寸法と併せ、oリング選定や設計のお役に立てて下さい。. 表面 粗 さ 図面表面粗さ記号 - 2019 - Solidworks ヘルプ. 部品、アセンブリ、図面ドキュメントから部品を選択できます。 表面粗さ記号は 記号 (Symbol)と 加工模様 (Lay Direction)を組み合わせています。 ISO と関連する設計規格の場合、表面粗さ記号を 2002 年版の標準で選択できます。. 部品図面の見方・読み方を解説!【機械加工現場編】実際に加工する人目線で初心者・上級者・マシニング・旋盤・問わずためになる. 手順⑤ 表面粗さ(面粗度)の確認. 黒皮(素材のまま)でよいのか。 フライス面なのか、切断面でよいのか。などを確認します。 図面左上に書いてあるのが一般的ですかね。 面粗さも寸法公差同様に個別で指定してあることもあります。. エンジニアなら知っておきたいアルミダイカスト技術の基本(1). 一般的にダイカストの表面粗さは12s以下にすることが出来、砂型鋳物は40~100s、金型鋳物の10~80sにくらべて小さくなります。 (3)肉厚 ダイカストの肉厚は、砂型鋳物や金型鋳物に比べてその肉厚を薄くすることができます。. 現場で使える機械加工屋の表面粗さ一覧表(新旧JIS対応表)【切削,フライス,マシニング,三角,Ra,Rz,Ry, など】. 表面 粗 さ 図面その都度図面に出てきた記号がどの年代のjisを適用しているのか、 そのjisから表面粗さはどの程度になるのか調べる必要があります。 現場で簡単に表面粗さを確認出来る商品のご紹介. 現場で視覚・触覚で表面粗さを確認出来る商品を. 表面 粗 さ 図面ご紹介しておきます。. Oリング・ガスケット等シール材の表面粗さについて | コタニ株式会社│シール専門サイト. 同じ表面粗さと仮定すると、密封する流体の違いにより、シール性に影響することです。 . メタルOリングは平面用での使用ですので、上記の図面のようにシール面は限定されますので、仕上げ方向(通常textureと表現されています)と粗さも0.4Raと定めてい . 加工方法別に得られる面粗度・面粗さ【表付き】. 以下に、加工方法別に得られる面粗さの表をシェアします。. 表面 粗 さ 図面この手の一般的は表では「Ra」記載しかないものばかりですが、下記表は「Rz・Ry・旧仕上げ記号」との関連も解るようにしています。. (Rz・Ryについては補則をご確認ください). 上記表は、機械 . 5.鋳造における機械加工の考慮 - アイアール技術者 . はめ合いや相方部品取り付けなど、厳しい公差や表面粗さを必要とする部位には、機械加工用の仕上げしろを設けます。 . 外注するに当たり調達担当者や生産管理者も、手戻りや品質不良を発生させないように図面の改善を検討することもあるでしょう。. 表面粗さ - やさしい実践 機械設計講座. 表面 粗 さ 図面そのようなケースで粗さを指定されると加工が難しくなります。. 表面 粗 さ 図面なぜかと言えば 通常の機械加工ではRa5.0と指定された製品をRa1.0の製品を納入してもクレームはつきません。. 不精密でよい製品に精密製品を代替えで納品しても問題にはならないことが多い . 表面粗さと溶接を図面で指示するJIS記号(3ページ目) | 日経クロステック(xTECH). また表面粗さを全ての面に指示すると、煩雑で読みにくい図面になってしまいます。. 表面 粗 さ 図面そこで標準となる表面粗さを主に図面の上部に表示して、標準以外の表面粗さについては図面の中で個別に指示する簡略法が採用されています。. 表面 粗 さ 図面このとき個別に指示した . 平面度と平坦度(平たん度)の違い。面の平らさを瞬時に高精度測定する方法 | 測定課題解決ライブラリ | キーエンス. 対象物の表面がどれぐらい平らであるかは、工業製品を製造し、品質を担保するうえでとても重要です。凹凸の許容範囲は平面度で規定され、公差内であるよう管理する必要がありますが、正確かつ定量的に測定できていなければ、形状不良を見逃し、品質の維持が困難になるばかりか、次工程 . 表面性状と仕上げ面(面粗度)とは | 研磨ラボ. 表面 粗 さ 図面表面粗さとは 「ボーリングの玉くらいツルツルな感じ」「岩肌みたいにごつごつしている感じ」――。 . 